
石材研磨のメカニズム、研磨効果に影響を与える主な要因、石材研磨技術に関する研究は、主に石材の滑らかな表面を指します。
長年の使用と自然の風化に加え、人工大理石の不適切な手入れにより、自然な色と輝きが失われやすく、これは耐え難いものです。再装飾にはコストがかかり、時間もかかります。大理石の修復プロセスは、化学的および物理的効果を非常に短時間で利用します。元の状態に基づき、機械による研磨と研磨によって元の輝きを取り戻します。色は自然で、輝きは100%です。経済的で時間も節約でき、耐用年数は5年以上です。
まず、プロジェクト費用の見積もりがあります。費用が比較的低く、工期が許す範囲で、検収作業も比較的緩やかな場合は、一般的な研削工具の使用を検討しても良いでしょう。
石材の使用場面、用途、加工方法の違いにより、現在、様々な規格の非光沢(粗面)板を研磨する際には、研磨ブラシが使用されています。粒子の粒度は36#から500#までで、通常は36#、46#、60#、80#の4種類が使用されます。46#の研磨粒度は425~355(国際規格ISO、中国規格GB2477-83)、80#は212~180μmです。粒子径が63μm未満の研磨材は、国際規格240#、中国粒度番号W63に相当する微粉末です。我が国では、一般的にW28~W14の微粉末は微研削と粗研磨に使用され、W10は微研磨と精研磨に使用されると考えられています。 W10の基本粒径は10〜7μmです。500#は中国のW40に相当し、基本粒径は40〜28μmです。この観点から見ると、研磨ブラシによる粗面石の研磨は、せいぜい粗研磨に相当します。これは、研磨ブラシによる粗面石の「研磨」特性です。石の傷を克服するためには、研磨工具の硬度を柔らかくする必要があります。これは研磨に有利です。同時に、光沢を向上させるには、それを減らすことができます。水の量、機械の回転速度を上げる方法、表面温度を上げる方法も、光沢の向上を促進します。つまり、石の研磨は複雑な物理化学プロセスであり、表面での物理的な微細耕作と純粋な化学反応の両方があり、状況によって異なり、決して同じではありません。
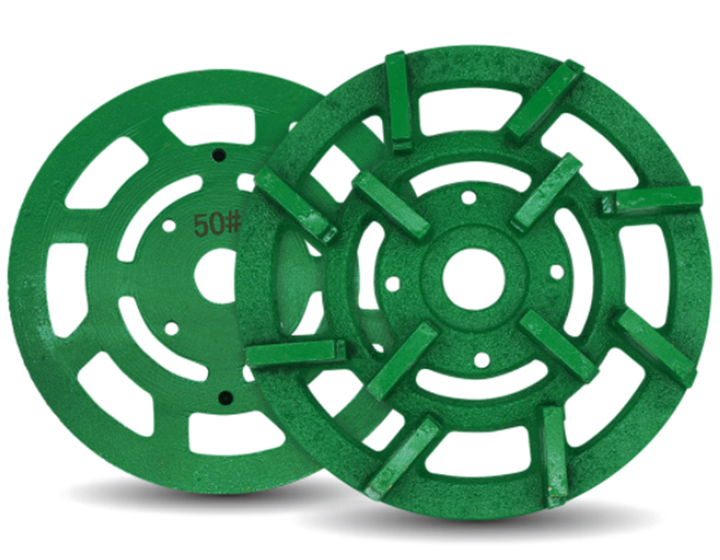
以下は、大理石、花崗岩、セラミックタイルなどに使用する各種の石研磨ディスクです。
1. メタルボンド研削ディスクは、ダイヤモンドと金属粉末を焼結して作られており、加工効率が高く、加工効果に優れています。一般的には50番台から始まり、20番台などの粗い粒度を慎重に選択する必要があります。そうでないと、より粗い傷が残り、傷の裏側を処理するのが難しくなります。また、使用する粒度は400番台を超えません。この工具は粗面の研磨に使用され、最も効果的な工具です。良好な平面を加工できます。コストはフロントに比べて高くなっていますが、その加工効率は一般的な砥石に匹敵しません。
2. レジンボンド研磨ディスクは、ダイヤモンド単結晶、マイクロパウダー、樹脂を配合して作られています。金属よりも低コストで、加工効率が高いのが特徴です。主に石材の微研削、研磨に使用され、金属研磨ディスクを平坦化した後、さらに研削・研磨工具として使用できます。コストは比較的手頃です。

3. ダイヤモンドフレキシブル研磨ディスク近年、研削盤の改修に用いられる新しいタイプの工具です。軽量で柔軟性に富み、加工面への良好なフィット性を実現します。粒度は20#~3000#、バフブラックとバフホワイト(研磨仕上げ)をご用意しています。本製品の研削ディスクはダイヤモンドを研磨材として使用しており、軽量で、研削中に砥石表面の軟質部分を効果的に保護します。加工後の製品は光沢が高く、マジックテープで接続するため操作性に優れています。その使用性には、まだ改良の余地が十分にあります。

研削・研磨石に関するツールをもっと知りたい方は、ぜひ当社のウェブサイトをご覧ください。www.bontaidiamond.comをご覧ください。
投稿日時: 2021年9月23日